赤外線光学用のゲルマニウムを加工する場合、選択する切断方法によって、インゴットからどれだけの材料が使用可能になるかが決まります。光学グレードのゲルマニウムは1kgあたり1,800〜2,400ドルであるため、カーフロス(切りしろ)の1ミリメートルあたりにも金額が発生します。.
従来のゲルマニウム切断ワークフローでは、2台の機械を使用します。まず、インゴットから円筒形のプリフォームを抽出するコアリングマシン、次にそのプリフォームをスライスしてブランクにする内径(ID)ソーです。新しいアプローチでは、単一のクローズドループダイヤモンドワイヤーソーを使用して両方の作業を行います。この記事では、検証済みの生産データを用いてこれらの2つのアプローチを比較します。.

従来のIDソーゲルマニウムワークフローの実際の仕組み
ゲルマニウム加工において、IDソーが単独で機能するわけではないことを理解することが重要です。標準的な従来のワークフローでは、2台の別々の機械が必要です。
ステップ1 — コアリングマシン 原材料のインゴットから円筒形のプリフォームを抽出します。ここで最大の材料損失が発生します。コアリングブレードは、1回のパスで 5~10 mm のカーフを切断します。.
ステップ2 — IDソー プリフォームを個々のブランクにスライスします。IDソー自体は比較的効率的で、カーフは 0.3–0.5 mm で、ワイヤーカットと同等です。.
問題はIDソーのカーフではありません。その前にあるコアリング段階です。直径200mm、重量3〜4kg(原材料費6,000〜10,000ドル)のインゴットの場合、5mmのカーフ幅だけでも、各コアリングカットで11〜15ドルのゲルマニウムが無駄になります。.
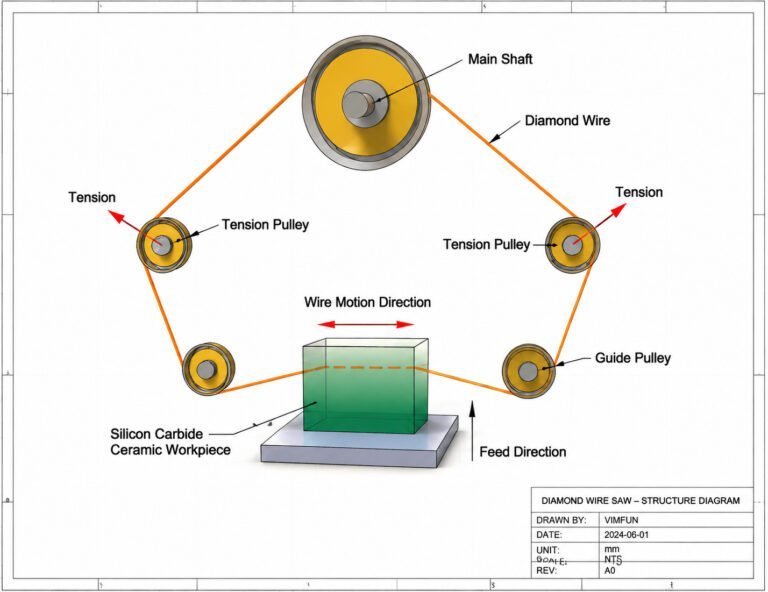
ワイヤーソー切断が両方の機械を置き換える方法
クローズドループダイヤモンドワイヤーソーは、 SGI 40 のようなもので、2台の機械を使用するワークフローを完全に排除します。1台の機械で輪郭抽出とスライスの両方を実行します。
| Operation | ワイヤーソーパラメータ | Value |
|---|---|---|
| 輪郭切断(プリフォーム抽出) | カーフ幅 | 0.5~0.6 mm |
| コンターカット | ワイヤー直径 | 0.35–0.5 mm |
| コンターカット | Wire speed | 40〜60 m/s |
| コンターカット | 送り速度 | 4~8 mm/分 |
| スライシング(ブランク切断) | カーフ幅 | 0.5~0.6 mm |
| スライシング | ワイヤー直径 | 0.35~0.42 mm |
| スライシング | Wire speed | 30~50 m/s |
| スライシング | 送り速度 | 10~20 mm/分 |
ワイヤーソーの輪郭加工時のカーフ幅は 0.5~0.6 mm — コアリングマシンの5〜10 mmと比較して、およそ10分の1です。これにより材料の節約が生まれます。.
ワイヤーソー vs IDソー ゲルマニウム:並列比較
| 仕様 | ワイヤーソー(SGI 40) | 従来(コアリング + IDソー) |
|---|---|---|
| 必要な機械 | 1 | 2 |
| 輪郭/コアリングカーフ幅 | 0.5~0.6 mm | 5~10 mm |
| スライシングカーフ幅 | 0.5~0.6 mm | 0.3–0.5 mm(IDソー) |
| 表面粗さ(Ra) | 0.6–1.2 μm | 同等 |
| TTV(Φ50 mmブランク) | 8~15 μm | 同等 |
| Edge chipping | 0.1 mm未満 | 0.3~0.8 mm |
| 設備費用 | 31,000円~39,000円 | $85,000–$120,000 |
| 最大インゴット容量 | Φ185 mm × 400 mm | モデルによって異なります |
この比較で際立っている点は2つあります。
1. IDソーは実際にはより狭いスライスカーフを持っています (0.3〜0.5 mm 対 0.5〜0.6 mm)。スライス段階のみを比較した場合、IDソーがカーフで優れています。しかし、重要なのはワークフロー全体であり、コアリングマシンの5〜10 mmのカーフは、スライス段階の利点をはるかに凌駕します。.
2. エッジチッピングが3〜8倍減少します。. ワイヤーカットは、従来の0.3〜0.8 mmと比較して、0.1 mm未満のエッジチッピングを生成します。これは、エッジチッピングが少ないほど、下流の セントリングおよび研削段階 で除去する材料が少なくなり、ゲルマニウムを節約し、サイクルタイムを短縮できることを意味します。.

ワイヤーソー vs IDソーによるゲルマニウム加工の経済的影響
経済性は3つのカテゴリに分けられます。
設備投資
| アイテム | ワイヤーソー | 従来型コンボ |
|---|---|---|
| 資本コスト | 31,000円~39,000円 | $85,000–$120,000 |
| 月間電気代(単一シフト) | ~$35 | より高い |
| 月間切削油 | 1. ~$320 (80L) | — |
| 2. ダイヤモンドワイヤーの寿命 | 3. 40時間/ワイヤー | — |
4. ワイヤーソーの初期設備投資は、およそ 5. 65% 低くなります。 6. ひび割れなくゲルマニウムウェーハを切断する必要があるオペレーションでは、 7. この低い参入障壁により、小規模メーカーでも利用しやすくなります。, 8. ゲルマニウム価格が$2,200/kgで、月に50個のインゴットを処理する場合:.
材料の節約
9. コアリングカットごとの節約(5 mm → 0.5 mm カーフ)により、カットあたり$11~$15のゲルマニウムが回収されます。
- 10. カーフ削減のみによる年間材料費の節約:
- 11. 推定設備投資回収期間: >$240,000
- 12. 12~18ヶ月 13. (複数シフトオペレーション) 14. これらの材料費の節約は累積的です。カットすればするほど、ワイヤーソーと従来の加工経済性の差は大きくなります。
15. 下流工程のコスト削減.
Downstream Cost Reduction
下縁の欠け(0.1 mm未満 vs 0.3~0.8 mm)は、研削工程で除去される材料が少なく、パス回数が少ないことを意味します。正確な節約額はレンズの形状によって異なりますが、原則は単純です。よりクリーンなカットは、後工程での修正を少なくします。.
ワイヤーソー切断に限界がある場合
ワイヤーソーとIDソーのゲルマニウム比較は、すべてのカテゴリで一方的ではありません。
スライスカーフ: 上記のように、IDソーのスライスカーフは0.3~0.5 mmで、ワイヤーソーの0.5~0.6 mmよりも狭いです。0.1 mmの差が重要な非常に薄いゲルマニウムウェハーでは、この違いは重要です。.
既存設備との統合: コアリングマシンとIDソーをすでに所有しており、まだ数年使用できる場合、切り替えの経済的な判断は生産量によって異なります。低生産量では、材料の節約は、稼働中の設備をすぐに交換する正当な理由にならない可能性があります。.
非標準形状: ワイヤーソーはCNCプログラムされた輪郭パスに従うことができます。これは、次のような非円形形状に役立ちます。 カスタム光学素子. 。IDソーは直線カットに限定されます。これはワイヤーソーの利点ですが、製品の組み合わせに非標準形状が含まれる場合にのみ重要です。.
生産参照:Φ50 mmゲルマニウムレンズ
ワイヤーソーの性能を理解するために、ワイヤーソー切断をフロントエンドとして使用したΦ50 mmの二重凸ゲルマニウムレンズの完全なサイクルタイムを以下に示します。
| プロセスステップ | 装置 | 時間 |
|---|---|---|
| 輪郭抽出 | SGI 40 | 約26分 |
| スライシング | SGI 40 | 約5分 |
| エッジ研削+面取り | C-120L | 1〜3分 |
| 球面生成(面1) | G-100 | 約5分 |
| 球面生成(面2) | G-100 | 約5分 |
| 研磨(面1) | 非球面研磨機 | 約3分 |
| 研磨(面2) | 非球面研磨機 | 約3分 |
| 合計(ARコーティングを除く) | 約50分 |
Reference: Sunny Optical は、ゲルマニウムレンズ製造において30台以上のVimfunワイヤー放電加工機を稼働させており、歩留まりは約30%向上しています。これは、アップストリームの切断品質の向上にも一部起因しています。.
どの方法を選択すべきか?
ワイヤーソーを選択する場合:
- 新しいゲルマニウム加工ラインを構築する場合(CapExが低く、単一マシン)
- 材料費が重要な要素である場合(ゲルマニウムではほぼ常にそうである)
- 円形以外の形状の輪郭切断機能が必要です
- よりクリーンな後工程のために、エッジの欠けを減らしたい
IDソーを維持する場合:
- 0.1〜0.2 mmのカーフ幅の違いが重要な、非常に薄いウェーハを切断する場合
- 既存の設備が最近購入されたばかりで、生産量が少ない場合
- 輪郭切断機能が不要な場合
ほとんどの赤外線光学機器メーカーにとって、ワイヤーソーは、コアリングマシンとIDソーの組み合わせを、単一の低コストマシンに置き換え、輪郭段階で大幅な材料を節約します。ゲルマニウムおよびその他のIR材料の完全な機器範囲については、当社の 赤外線光学製造装置 概要をご覧ください。.