Understanding the Challenges and Why Endless Diamond Wire Is the Right Solution
1. What Makes Polymer-on-Glass Diffusers Difficult to Cut?
Polymer-on-glass diffusers are complex composite optics combining two very different materials:
- Glass substrate (e.g., Schott Borofloat 33) provides rigidity and optical stability.
- Micro-structured polymer coating on top defines the diffuser’s beam-shaping function.
The polymer layer, typically 20–200 µm thick, is replicated with 3-D microlens arrays. These features are fragile and thermally sensitive. Any mechanical pressure or local heating above 40 °C can distort the microstructure and permanently change its optical pattern.
Traditional cutting tools—such as diamond dicing blades, saw wires with reciprocating motion, or laser cutters—generate frictional heat and vibration, which easily damage the coating or cause delamination between glass and polymer.
2. Why Conventional Methods Fail
| Méthode de coupe | Common Problem |
|---|---|
| Blade dicing | Generates edge chipping and micro-cracks in glass. |
| Reciprocating wire saws | Direction reversal causes vibration; poor surface finish. |
| Laser cutting | Local heating exceeds polymer softening point, leading to surface haze or bubble formation. |
| Water-jet or abrasive jet | High fluid impact pressure can peel or erode the polymer layer. |
Therefore, precision cutting of polymer-on-glass diffusers requires a non-impact, low-temperature, and continuously stable process.
3. Why Endless Diamond Wire Cutting Works
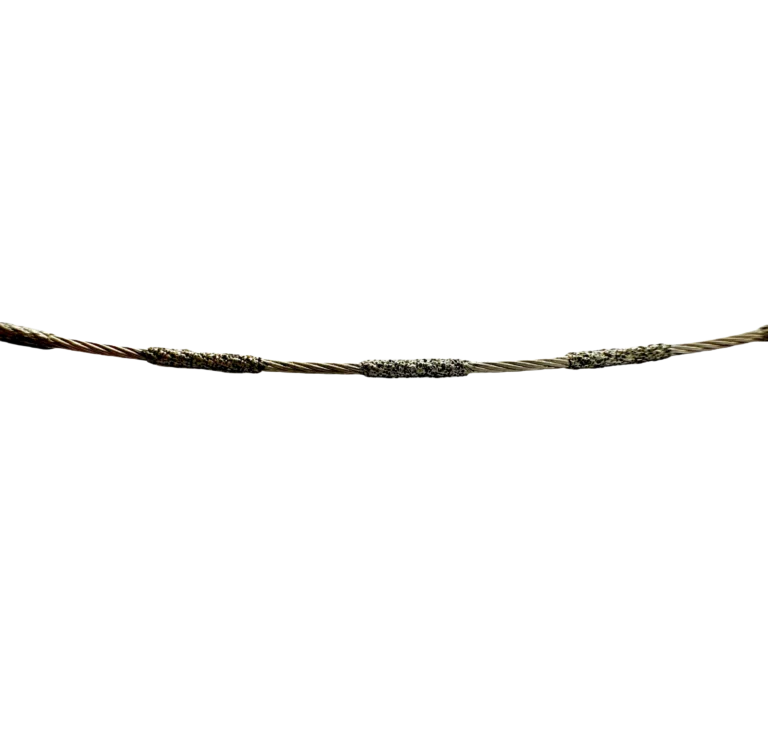
Le scie à fil diamanté sans fin—a continuous closed-loop wire coated with diamond abrasives—provides exactly the stability required for this type of hybrid optical material.
Key Advantages:
- No Direction Reversal
The loop wire runs continuously in one direction, eliminating the vibration spikes that cause polymer delamination. - Low Thermal Input
The contact area is extremely small, and linear speeds up to 80 m/s spread the frictional energy along the wire. With water or white-oil coolant, the temperature stays well below 40 °C. - Gentle, Uniform Pressure
Constant tension (typically 100–250 N) maintains a clean, straight cut without pressing on the coated surface. - Ultra-Thin Kerf
Wire diameters down to 0,3 mm minimize material loss, ideal for expensive optical diffusers and small-batch R&D work. - Qualité de surface supérieure
The result is a smooth, chip-free edge ready for optical assembly—no post-polishing needed.
4. Practical Considerations for Cutting
When preparing a polymer-on-glass diffuser (such as VIAVI EDC-50 or RPC-type diffusers), the following rules ensure success:
- Liquide de refroidissement : use purified or tap water only; avoid solvents.
- Pressure: keep flow low to prevent coating peel-off.
- Mounting: clamp the glass edges only, never the coated surface.
- Temperature monitoring: maintain < 30 °C at the cut zone.
- Feed rate: 40–60 mm/min depending on diffuser thickness.
These parameters maintain the micro-optical integrity while achieving precise geometry such as Ø 12 mm circular cuts.
5. Summary
Cutting polymer-on-glass diffusers is not simply a machining problem—it’s a matter of preserving micro-optical structures under mechanical stress.
Le VIMFUN Endless Diamond Wire Saw provides the necessary balance between precision and gentleness, achieving cold, vibration-free cuts even on fragile coated optics.
For high-value components used in 3D sensing, laser beam shaping, and medical imaging, endless diamond wire cutting is the only proven low-temperature method that combines precision, surface quality, and material safety.